
半導体製造において、ビッグデータ分析とAIは不可欠なものになりつつあります。しかし、真の課題はデータの収集ではなく、 エンジニアやシステムが、大規模にデータを処理・分析し、それに基づいて行動を起こせる状態にあるかどうかことにある。 PDF Solutionsのジョン・ホルト氏は が PDF 2025 ユーザーカンファレンスで指摘したように:
「このホッケーの件、どう対処すればいいでしょうか――このホッケー・パックのようなデータのカーブを、異なるサイロからすべて統合し、真の結果を出すために必要な規模とパフォーマンスでどう実現すればよいのでしょうか?」。
半導体製造工場で生成される数多くのデータタイプの中でも、 故障検出・分類(FDC) は、プロセス制御や歩留まり分析において、最も重要かつ困難なデータソースの一つとして際立っています。FDCは、装置を監視し、プロセスパラメータを仕様範囲内に維持するために広く利用されています。同時に、FDCのツールトレースデータは、ウェーハ処理中の装置の挙動を直接捉えるものであり、歩留まりや電気的テスト結果と強い相関関係を示すことがよくあります。
課題は、FDCデータが 高いなデータ量が膨大で、・頻度が高く、複雑、効果的な管理や分析が困難になります。 分析―分析可能なFDCデータ基盤がなければ、FDCデータを確実に活用して根本原因分析、自動化、あるいはAI駆動型アプリケーションを実現することは困難です。
この記事では なぜ分析が―分析可能なFDCデータが収量予測において極めて重要である理由―原因分析、それがどのように役立つか 収量と‑インライン測定だけでは説明できない収量およびe―、およびそれが 本番環境で信頼できるAIアプリケーションを実現する方法。
注:この記事では、FDCデータとは特に時刻を指します-処理中のチャンバーおよび装置の挙動を捉えた、時系列ツールセンサーのトレースを指します。
1. 半導体製造におけるFDCデータとは何か?
FDC機器トレース(ET)データは、以下の内容で構成されています 時刻―ウェハー処理中に半導体装置から収集された時間。圧力、温度、ガス流量、RF電力、動作、タイミングなどのこれらの信号は、レシピの実行中に装置が実際にどのように動作しているかを捉えます。
各プロセス実行中、装置は実際の稼働状態を反映したセンサーデータを継続的に生成します。これらの信号は、装置、チャンバー、レシピ、ステップ情報などのプロセスコンテキストと組み合わせることで、 プロセスがどのように実行されたかという詳細な記録を形成します。
このような装置の挙動に関する本質的な見方により、FDCツールのトレースデータは、プロセスの安定性を把握し、変動を監視し、装置の挙動と下流工程の歩留まりや電気的性能との関連性を解明するための基礎的な情報源となります。
2. 半導体製造においてFDCが重要な理由は何か?
半導体製造は基本的に プロセス―プロセス。デバイスの性能、歩留まり、信頼性は、設計意図だけでなく、厳密に管理された数百もの工程において、各ウェーハがいかに一貫して正確に処理されるかにかかっている。
FDCツールのトレースデータは、 製造プロセスそのものを直接可視化できる。下流の測定値がプロセスの結果を示すのに対し、ツールトレースは、各実行における圧力安定性、熱応答、ガス供給挙動、RF特性、タイミングといった、結果が生み出される物理的条件を捉えるものです。
多くの歩留まりやパラメトリックに関する問題は、突然の故障として始まるわけではありません。むしろ、それらは多くの場合、 装置の挙動における微小かつ漸進的な変化に起因しています。具体的には、緩やかなドリフト、チャンバー間の不整合、制御応答の低下、あるいはメンテナンス後に生じた変化などが挙げられます。こうした変化は、長期間にわたりアラームやインライン測定では検出されないまま放置されることがありますが、蓄積されるにつれて、最終的には歩留まりや電気的性能に影響を及ぼします。FDCツールのトレースは、こうした変化を最も早期に観測できる場所となることがよくあります。
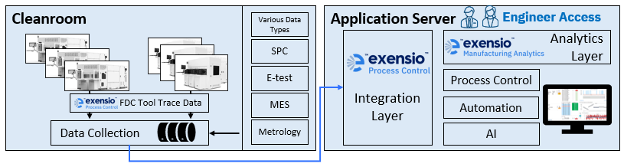 図1. FDCのデータ収集とアプリケーションのデータフロー
図1. FDCのデータ収集とアプリケーションのデータフロー
~として ファブ より 生産量と複雑さが増し、製品が複数の装置、チャンバー、ベンダーにまたがる中、FDCは一貫性のある、 データ‑データ主導の 手法を提供し、装置の挙動を比較し、体系的に 特定 変動要因を特定する。
3. 従来、FDCは工具管理においてどのように使用されてきたか?
従来、FDCシステムは、機器の動作をリアルタイムで監視し、あらかじめ定義された指標を用いて異常を検知するために使用されてきました。エンジニアは、実行のたびにセンサーの波形全体を分析するのではなく、通常、各レシピステップ内の特定の時間枠から算出された要約指標を参考にしています。
これらの指標は、平均、最大値、最小値、標準偏差、傾き、安定性などの統計的手法を用いて、ツールの生データから算出されます。各指標は、ツールの正常な挙動を表す過去の基準値や管理限界値と比較されます。
製造工程において、従来のFDCは次のような質問に答えます:
- 燃焼室の圧力は、想定される動作範囲内ですか?
- その工程において、RF出力は安定していますか?
- ガスの流れは、予想される立ち上がりおよび安定化の挙動に従っていますか?
- 温度応答は、指定された条件と一致していますか?
指標が許容範囲を超えた場合、システムはアラームを発し、ウェハーのフラグ付け、エンジニアへの通知、あるいはチャンバーの停止といった措置が講じられることがあります。この役割において、FDCは装置保護およびプロセス安定化の仕組みとして機能し、処理が認定された動作範囲内に収まるよう確保します。
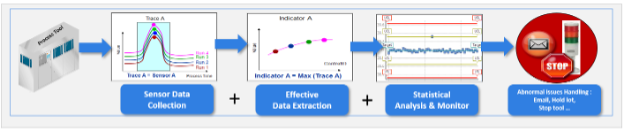 図2. FDCインジケータの生成と制御の概要
図2. FDCインジケータの生成と制御の概要
4. FDCを用いて収量およびEテストの変動を追跡するにはどうすればよいか?
アラームベースのFDCは明らかな逸脱を検知するには有効ですが、歩留まりや電気的試験における変動の多くは、個々の制御限界値を超えない微細なプロセス変化に起因しています。圧力ドリフト、RFの不安定性、ガス流量の変動、温度オフセット、あるいはチャンバー間の不整合などは、目立たないまま持続し、後になって初めてCDの変動、パラメータの変動、あるいは歩留まりの低下として現れることがあります。
ツールのトレースデータから導き出されたFDC指標は、これらの変化が下流工程で目に見えるようになるはるか以前に、それを的確に捉えます。ツール、チャンバー、期間、および影響を受けたロットにわたるFDCデータを相互に関連付けることで、エンジニアは次のようなパターンを特定することができます:
- チャンバーの整合ギャップが、体系的な電気試験のシフトを引き起こしている
- センサーまたは制御のドリフトによる長期的なパラメータ変動
- 不規則な歩留まりの低下に伴うプロセス安定性の漸進的な悪化
- 正常なウェハーと問題のあるウェハーを区別するプロセスシグネチャ
FDCは他の歩留まり分析手法に取って代わるものではなく、それらを補完するものです。日常的な歩留まり調査の一環として活用することで、FDCはプロセス固有の挙動と製品の結果を直接結びつける、上流工程の視点を提供します。
5. Exensioは、分析可能なFDCデータを活用して、収量変動の根本原因を特定するのにどのように役立つのでしょうか?
Exensio Yield Aware FDCは、エンジニアがFDCインジケーターを監視だけでなく、歩留まりやパラメトリック解析のデータソースとしても活用できるようにすることで、従来のFDCシステムの価値をさらに高めます。Exensio Process Controlで生成されるインジケーターは、構造化され、トレーサビリティが確保されており、すぐに解析に活用できるため、装置の挙動と、電気試験、インライン計測、欠陥データなどの下流工程の反応との相関関係を容易に把握することができます。
ある顧客事例では、エンジニアたちがFDCインジケーターと電気的試験結果を組み合わせ、複数のパラメータ間の相関関係をランク付けしました。その結果、トランジスタのリーク電流と、特定のスペーサーエッチング工程における反射電力インジケーターとの間に強い相関関係があることが即座に明らかになりました。プロセスフロー全体を広く調査する代わりに、調査範囲は数時間のうちに単一の装置信号とプロセスモジュールに絞り込まれました。
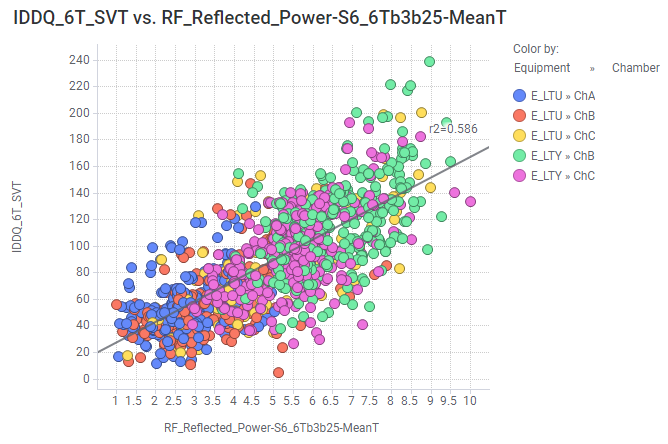 図3. スペーサーエッチング反射電力とトランジスタのリーク電流との相関関係の例。
図3. スペーサーエッチング反射電力とトランジスタのリーク電流との相関関係の例。
この相関関係が判明すると、エンジニアたちはExensioの統合ワークフローを活用し、反射電力インジケーターの経時変化分析を実施しました。その結果、定期予防保全(PM)作業の直後から、数値が明らかに上昇傾向にあることが明らかになりました。そこでエンジニアたちは、インジケーターの推移データから直接FDCツールの生データにドリルダウンし、保全前後のセンサーの挙動を比較しました。
生データトレースを調査した結果、反射電力信号のスパイク領域と定常領域の両方が上方へシフトしていることが判明した。これは、ランダムなノイズではなく、プロセス上の体系的な変化を示唆している。この指標は物理的に意味があり、プロセス工程ともよく一致していたため、エンジニアは信号の挙動を解釈し、予防保守(PM)中に生じたチャンバーやプラズマの状態の変化について具体的な仮説を立てることができた。
この知見に基づき、関連するセンサーのSPC仕様を厳格化すること、保守手順を修正すること、慣らし運転を追加すること、そしてチャンバーを生産ラインに復帰させる前にFDC信号の安定性を明確に検証することなど、的を絞った是正措置が講じられました。重要なのは、これらの措置が試行錯誤ではなく、データに基づいて実施されたという点です。
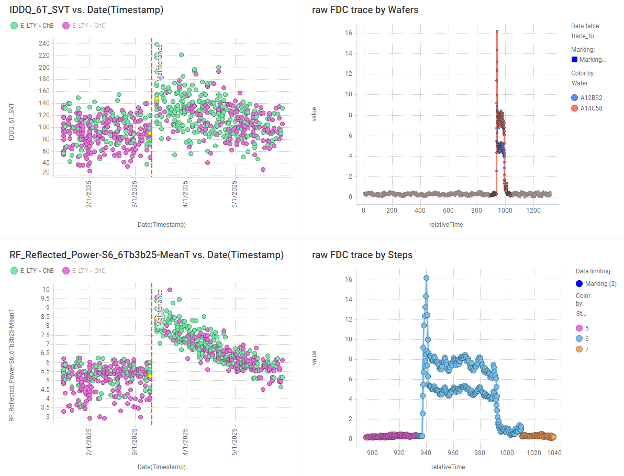 図4. Exensioにおける時系列の変化と生センサーデータの抽出例
図4. Exensioにおける時系列の変化と生センサーデータの抽出例
個別のケースにとどまらず、Exensioは、PDF Solutionsが数多くの顧客プロジェクトを通じて培った経験をもとに開発された分析テンプレートを標準装備しています。これらのテンプレートには、チャンバーマッチング分析、ドリフト検出、逸脱スクリーニングといった一般的な調査パターンが組み込まれており、エンジニアは最小限の設定で実績のある手法を適用することができます。
最後に、新しいテンプレートが定義されると、エンジニアはワンクリックで同じ解析を新しいデータに再適用できるようになり、ツールやモジュールの挙動を長期的に継続的に監視することが可能になります。これにより、FDC解析は単発的な作業から、日々の歩留まり改善業務に自然に組み込める、繰り返し可能で拡張性の高いワークフローへと変化します。
 図5. 将来追加されるデータ用のExensio再利用可能テンプレート
図5. 将来追加されるデータ用のExensio再利用可能テンプレート
6. 歩留まり管理において、FDCとインライン測定はどのように相互に補完し合うのか?
インライン測定は、半導体製造において依然として重要な柱となっています。光学計測、CD-SEM、オーバーレイ測定、膜厚モニタリングなどの技術は、プロセス結果が設計意図を満たしているかどうかについて、不可欠なフィードバックを提供します。これらの測定は、プロセス開発、適格性評価、および生産モニタリングにおいて不可欠なものです。
一方で、インライン測定には固有の限界があり、特にデバイスの構造が微細化し、複雑化するにつれてその傾向は顕著になります。あらゆるインライン測定は、照明設定、光学モデル、フィッティングアルゴリズム、そして測定対象の構造に関する仮定など、人間によって定義された測定レシピに依存しています。これらのレシピは慎重に最適化されていますが、極めて複雑な物理システムを単純化した見方として捉えることになるのは避けられません。
プロセス条件が変化しても、基礎となるプロセスの挙動が変化した場合でも、インライン測定結果は安定したまま維持されることがあります。そのような場合、測定結果はレシピが反応する要素を反映しているものであり、必ずしもデバイスや材料スタックで生じているすべての変化を反映しているわけではありません。
先端技術ノードでは、この課題はさらに顕著になります。GAAアーキテクチャにおける埋込界面やアクティブデバイス領域など、歩留まりに極めて重要な構造の多くは、光学的にアクセスすることが困難です。そのため、インライン測定では、電気的性能を最終的に決定づける構造を直接観察するのではなく、間接的な指標に頼らざるを得ません。さらに、応力、組成、抵抗率、界面品質など、歩留まりに大きな影響を与える多くの材料特性は、製品ウェハー上で十分な分解能をもって直接測定することができません。
FDCツールトレースデータは、ウェハーの各ラン中に装置内部の実際のプロセス条件を捕捉することで、こうした課題を解決します。圧力、温度、ガス供給量、RF特性、タイミング、チャンバーの状態といった信号により、重要な構造を直接測定できない場合でも、デバイスが形成されるプロセス環境を継続的に把握することが可能になります。
インライン測定はプロセス結果に関する重要なフィードバックを提供しますが、必ずしも歩留まりや電気的試験の結果と強く相関するとは限りません。歩留まりを制限する特定のメカニズムは、標準的なインライン測定では直接観測できないプロセス条件によって引き起こされる場合があります。
このような場合、FDCツールのトレースデータは、装置内部の固有のプロセス環境を反映しているため、歩留まりや電気的試験結果との相関関係がより明確かつ強固に表れることがよくあります。これにより、エンジニアは歩留まりの変動を特定のツール、チャンバー、プロセスステップ、および装置の挙動にまで遡って追跡することができ、計測データのみに依存していた場合には見過ごされがちな根本原因を明らかにすることができます。
7. AIを活用した分析において、分析対応型の堅牢なFDCデータプラットフォームが不可欠な理由は何か?
半導体製造工場がAIを活用した分析を検討する中で、多くの企業が直面する最大の課題はモデルの選定ではなく、データの整備状況にあることが分かってきました。製造現場において、AIの成功はまず、入力データの品質、構造、および一貫性に左右されます。
AIモデルは、FDCツールの生データトレースだけでは効果的に学習できません。AIモデルは、ツール、チャンバー、および時間を超えてプロセス挙動を一貫して表す、明確に定義され、物理的に意味のある指標に依存しています。指標の定義が不十分であったり、プロセスステップと整合していなかったり、装置間で一貫性がなかったりすると、高度なモデルであっても不安定な結果や解釈不能な結果を生み出してしまうことになります。
だからこそ、モデルの複雑さよりも指標の質が重要になるのです。AIを本番環境で信頼して運用するためには、指標は以下の条件を満たす必要があります:
- ノイズやアーチファクトではなく、実際のプロセスの挙動を反映する
- 明確に定義された、プロセスを考慮した時間枠に基づいて算出される
- ツール、チャンバー、レシピのバージョンにかかわらず、一貫性と比較可能性を維持する
- エンジニアが理解できる形式であり、検証や根本原因の特定を可能にする
Exensio Process Controlは、単なるアラーム生成にとどまらず、分析を主目的として設計されています。本製品は、高度な分析やAIアプリケーションに適したFDCインジケーターを定義、管理、検証するための体系的なフレームワークを提供します。プロセスに応じたインジケーター定義、ツール間の一貫性、センサーの優先順位付けといった機能により、インジケーターが安定的かつ信頼性の高い特徴空間を形成することを保証します。
製造データソースの中でも、FDCツールのトレースデータは、適切に構造化されていれば、AIへの活用に特に適しています:
- これは高密度なデータであり、定期的にサンプリングされるのではなく、実行のたびに収集されます
- これはプロセス物理学と直接的な関連がある
- ツール、チャンバー、レシピ、手順などの詳細な情報が含まれています
- プロセスの初期段階での変更に敏感であり、多くの場合、歩留まりへの影響が顕在化する前に反応する
重要なのは、AIの導入に向けた準備に、ワークフローの抜本的な変更は必要ないということです。すでにプロセスの理解に基づいて指標を定義し、一貫したFDCデータの収集を維持し、傾向や相関関係を分析し、歩留まり調査にFDCを活用しているファブは、自然とAIや高度なプロセス制御の基盤を築いているのです。
その意味で、AIは優れたFDCの実践に取って代わるものではなく、その延長線上にあるものです。FDCの指標管理の質と規律が向上するにつれて、AIの価値も高まります。
参考文献:
プロセス制御におけるAIの進化:基本SPCからエージェント型AIシステムへ
| 略語 | 定義 |
| FDC | 障害の検出と分類 |
| ET | 機器の痕跡 |
| RF | 無線周波数 |
| CD | 重要寸法 |
| e-test | 電気試験 |
| SPC | 統計的工程管理 |
| CD-SEM | 重要寸法走査型電子顕微鏡検査 |
| GAA | 周囲を囲むゲート |
| AI | 人工知能 |
| APC | 高度なプロセス制御 |