
本博客最初发布于cimetrix.com。
在 本系列导言, 我们列举了部分制造业相关方,其工作目标将直接通过本文及后续文章重点介绍的应用程序得到解决。在 第二篇文章我们阐述了将关键利益相关方关切点映射为具体EDA接口需求的过程,这些需求随后可直接纳入采购规范。 
本文将阐述部分接口要求如何支撑一项适用于所有设备类型的重要工厂应用——即"实时吞吐量监测"。 该应用程序能够实际兼容多种设备类型,无需定制代码或配置——当然,这取决于设备供应商对要求规范中引用的SEMI标准的遵循程度。这一强大的理念极大提升了晶圆厂自动化团队的软件工程效率,因此我们将详细阐述其实现原理。
问题陈述
本应用旨在解决实时监控设备吞吐量性能的问题,并在设备因任何原因偏离"正常"状态时触发警报。这对瓶颈设备(如光刻机和扫描仪)尤为重要,因为吞吐量的任何损失都会在整条生产线上产生连锁反应,导致产量损失及其相关的收入和利润损失。 简言之:"在瓶颈设备上损失的时间永远无法挽回。"
解决方案组件
该应用程序需要包含主要设备事件的数据,这些事件记录了基片在设备中的移动过程以及针对该设备类型(工艺、计量、检测、分选等)执行的相应配方。基于这些信息,应用程序能够实时计算工艺时间,并将当前值与预期("正常")值进行比较。
这并非表面看起来那么简单,因为预期值很可能取决于产品类型、工艺类型、材料状态、层数、配方以及其他若干因素。综合而言,决定不同批次在特定加工目的下"等效性"的因素集合称为"上下文"。在此应用中,上下文参数确保在比较工艺时间差异时,您是在进行同类比较。
EDA(设备数据采集)标准的优势
所谓“EDA”,不仅涵盖Freeze II/0710套件中的标准,还包括SEMI E164(EDA通用元数据)、E157(模块工艺追踪),并通过引用涵盖整个GEM 300套件。 这不仅确保了精确追踪晶圆移动和步骤级配方执行所需的事件支持粒度与广度,还统一规定了各类事件及其关联参数的命名规范——无论设备类型或供应商如何。
如果设备自动化采购规范包含条款声明"我们要求所有状态机、状态、状态转换事件以及在引用的300mm SEMI标准中定义的对象属性,必须完全按照标准规定的方式实现并命名",那么编写真正通用的吞吐量监控应用程序所需的所有信息都将随时可用。
仅基于以下SEMI标准的信息即可实现强大的实时吞吐量监控算法:E90(基板追踪)、E157(组件工艺追踪)、E40/E94(加工/控制作业管理)以及E87(载具管理)。 下图展示了其中部分标准(E90与E157)的哈瑞尔状态图、关键事件及EDA元数据模型表示*。
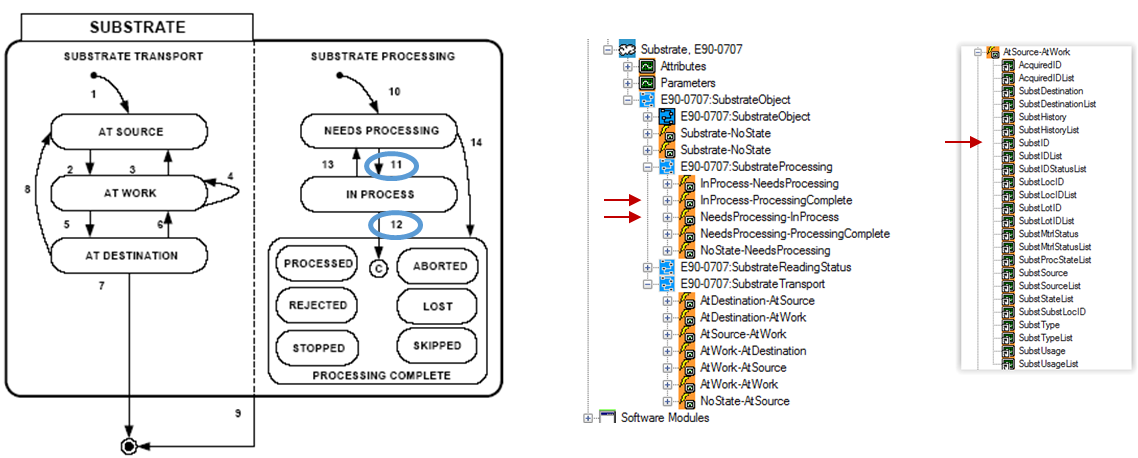
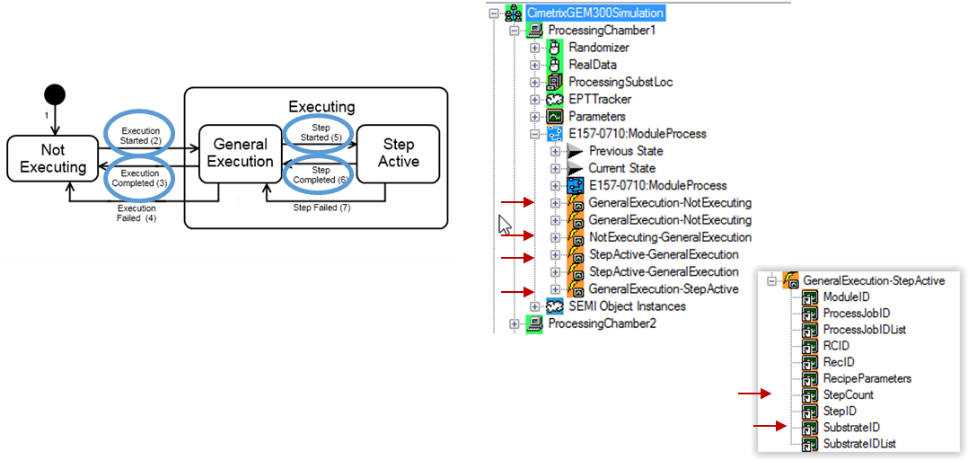
请注意,通过EDA架构中的“数据采集计划”(DCP)及其包含的一个或多个“事件请求”,可收集每个事件所需的参数信息(如各图最右侧所示),其采集范围可多可少。有关这些功能的更多信息,请直接查阅SEMI E134(数据采集管理)规范,或浏览我们网站上丰富的教育资料。
EDA标准的另一项优势在于其多客户功能。该功能使自动化软件团队成员能够独立于其他应用程序收集和处理数据,从而提升其工作效率和响应能力。具体而言,吞吐量监控功能可独立于承载GEM指令与控制功能的系统实现——由于这些系统可能对晶圆厂运营产生负面影响,通常需进行严格管控。
关键投资回报率因素
正如本系列首篇文章所述,该应用不仅能借助EDA设备实现构建与部署——事实上,这已成功落地并为实际生产制造带来切实效益! 具体而言,该应用影响的投资回报率因素(及带来的效益)包括:生产效率异常检测均值时间(MTTD)缩短50%、特定设备吞吐量提升3-5%,以及整体周期时间缩短(因分阶段实施过程难以精确量化)。
当然,这些结果会因制造商的晶圆厂产能利用率、运营策略及整体自动化能力而有所差异,但足以代表接近满负荷运转的尖端晶圆厂的生产状况。不过,由于这些都是非常普遍的投资回报率因素,大多数企业都能轻松将其转化为实际财务层面的改进数据。
最后……
一如既往,我们欢迎您的反馈,并期待与您共同开启智能制造之旅。

设备元数据模型片段的可视化效果由Cimetrix ECCE Plus产品(设备客户端连接仿真器)生成。